






























Factory Chimney Repair
Carbon Fiber Strengthening
The construction plan adopts the composite process of "circumferential constraint + vertical reinforcement": in the chimney height range of 0-60 meters, one layer of carbon fiber is pasted in the circumferential direction every 100 mm (3 layers in total) to form a closed-loop constraint system;
The chimney was built in 2008, with a bottom diameter of 6 meters and a top diameter of 4 meters. The wall thickness gradually changes from 400 mm at the bottom to 250 mm at the top. It is mainly used to discharge high-temperature flue gas generated by the coal gasification device (the flue gas temperature is 220-280℃ under normal working conditions, containing corrosive gases such as SO₂ and H₂S).
Problems;
1) Crack problem: 32 vertical cracks (the longest is 3.2 meters, the maximum width is 0.5 mm) and 18 circumferential cracks (concentrated at a height of 20-30 meters, with a width of 0.1-0.3 mm) appeared on the cylinder wall. Some cracks have penetrated the steel layer, and there is a risk of leakage on rainy days.
2) Material deterioration: According to core sampling, the carbonization depth of concrete reached 30-50 mm (the designed protective layer thickness is only 35 mm), the steel bar corrosion rate at a height of 30 meters reached 15%, and the section loss rate was as high as 8%, resulting in the local compressive strength dropping from the design value of C40 to C25.
3) Structural deformation: Total station monitoring shows that the center offset of the chimney top is 52 mm (the standard limit is 30 mm). Under the influence of the northwest wind in Inner Mongolia in winter (maximum wind speed 12), the offset tends to increase month by month, and the cumulative increase from October to December 2023 is 8 mm.
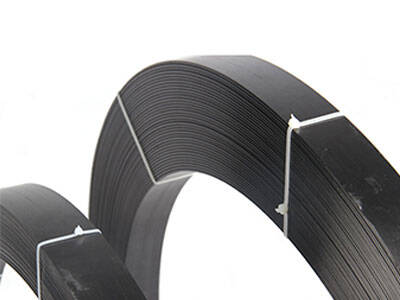
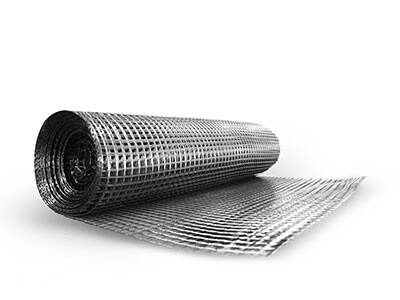
The 300g/m² high-strength unidirectional carbon fiber cloth used for reinforcement has a tensile strength of 3400MPa, an elastic modulus of 2.3×10⁵MPa, and an elongation of 1.7%; the matching high-temperature resistant modified epoxy resin impregnation glue still maintains a shear strength of more than 18MPa at 200℃, and has passed the acid and alkali corrosion resistance test of the chemical industry (immersed in 5% sulfuric acid solution for 30 days, the strength loss rate is less than 5%).
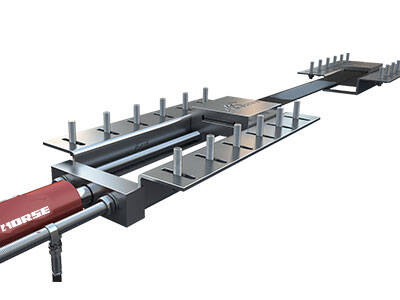
The construction plan adopts the composite process of "circumferential constraint + vertical reinforcement": in the chimney height range of 0-60 meters, 1 layer of carbon fiber cloth is pasted circumferentially every 100 mm (3 layers in total) to form a closed-loop constraint system; for 12 vertical cracks with a length of more than 1.5 meters, "crack glue injection + carbon fiber cloth U-shaped wrapping" treatment is adopted (each crack covers a width of 500 mm); in the top 20-meter strong wind load area and the bottom 10-meter foundation constraint area, an additional layer of carbon fiber cloth is added for reinforcement.
Construction preparation:
The scaffolding is constructed of Φ48×3.5mm steel pipes in a circular frame with a step distance of 1.5 meters and a pole spacing of 1.2 meters. A rigid tie is set with the chimney wall (one every 6 meters), and a 1.2-meter-high protective railing is set on the top. The scaffolding board is 100% full.
Safety facilities: 3 sets of high-altitude work fall arresters (load-bearing 20kN) are equipped, 2 safety mother ropes (Φ16mm nylon ropes) are set, and workers wear double-hook safety belts. Safety device inspections are carried out before daily shifts.
Base treatment:
Crack treatment: Use a wire brush to clean the crack surface, use a low-pressure grouting machine to inject epoxy resin grouting glue (pressure 0.2-0.4MPa), and after the glue is cured (cured at 25℃ for 24 hours), use an angle grinder to smooth the surface.
Concrete repair: For areas with carbonization depth > 30mm, chisel away loose concrete to a solid base (up to 50mm deep), apply interface agent, and then use C50 epoxy repair mortar to backfill in layers (each layer is ≤30mm thick and vibrated to make it dense).
Surface treatment: Use an angle grinder (equipped with a diamond grinding wheel) to grind the base to expose the fresh concrete surface, control the grinding roughness to 4-8μm, and blow away the dust with oil-free compressed air (pressure 0.6MPa), and check the surface flatness (error ≤3mm/m).
Material construction:
Adhesive preparation: Stir in a stainless steel container strictly according to component A: component B = 2:1 (mass ratio), stir for 3 minutes with an electric stirrer (speed 800r/min), let it stand for 5 minutes to defoam, and control the amount of each preparation to be used up within 30 minutes.
Base glue construction: Use a wool roller to evenly apply the base glue, with a thickness of 0.2-0.3mm, and cure at 25℃ for 4 hours (if it is lower than 10℃, it needs to be extended to 8 hours), and check the dryness (no stickiness when touched by fingers).
Carbon fiber applying:
Cutting: Cut according to the circumferential circumference + 100mm overlap length, and cut vertically according to the designed height + 50mm, with an edge neatness error of ≤2mm.
Applying top glue: Apply 1.2mm thick top glue on the base glue layer, immediately lay the carbon fiber cloth, and use a rubber scraper to scrape and press along the fiber direction (force 10-15N) to ensure that the glue fully infiltrates the fiber (no white stubble when checking through light), and remove bubbles (the number of bubbles per square meter is ≤1, and the single area is ≤100mm²).
Overlap treatment: Circumferential overlap is located on the leeward side of the chimney (northwest side), longitudinal overlap is staggered ≥500mm, and the thickness of the overlap area glue is increased to 1.5mm.
Curing and curing: After pasting, cover with plastic film to keep moist, and cure at 25℃ for 7 days (sprinkle water twice a day). Collision is strictly prohibited during curing (set warning signs).
Quality inspection:
Appearance inspection: Use a 2-meter ruler to check flatness (error ≤5mm), visually check for wrinkles and bubbles (number of bubbles per 100㎡ ≤3), and use a 5x magnifying glass to check the overlap length (in line with design requirements).
Bond strength test: 10 test points were randomly selected for on-site pull-out tests. The test results showed that the average bond strength was 3.2MPa (the specification requires ≥2.5MPa), and the minimum value was 2.8MPa.
Non-destructive testing: An ultrasonic detector was used to scan 3 key areas, showing that the bond density between the carbon fiber cloth and the base layer was >98%.
After reinforcement, the offset of the chimney top was stabilized at 8mm (maximum fluctuation under wind load was ±2mm); after 168 hours of full-load operation test, no new cracks expanded; the carbonation rate of concrete dropped from 2.5mm to 0.3mm per year.




